

Friction Testing: Keeping friction measurements reliable
- Like
- Digg
- Del
- Tumblr
- VKontakte
- Buffer
- Love This
- Odnoklassniki
- Meneame
- Blogger
- Amazon
- Yahoo Mail
- Gmail
- AOL
- Newsvine
- HackerNews
- Evernote
- MySpace
- Mail.ru
- Viadeo
- Line
- Comments
- Yummly
- SMS
- Viber
- Telegram
- Subscribe
- Skype
- Facebook Messenger
- Kakao
- LiveJournal
- Yammer
- Edgar
- Fintel
- Mix
- Instapaper
- Copy Link
Posted: 19 December 2013 | Jonathan Gerthoffert, Head of the Runway Friction Research Program at the French Civil Aviation Technical Center and Belkacem Laïmouche, Head of the Expertise of Airfield Pavements subdivision at the Civil Aviation Technical Center | No comments yet
Runway friction measurements are essential to airfield safety. Jonathan Gerthoffert and Belkacem Laïmouche profile the Civil Aviation Technical Center’s work into the reliability of testing methods.
International Civil Aviation Organisation (ICAO) standards require runways to be maintained so as to provide good friction characteristics. Every state has to define minimum friction levels below which a runway is considered to be ‘Slippery When Wet’, meaning restrictions apply to aircraft performances. Aerodrome operators have to plan maintenance actions in order never to have friction characteristics below the minimum friction levels.
ICAO guidance materials1 provide recommendations for the definition of minimum friction levels. However, no tolerance has been established for them, which means that current regulations do not take into account any uncertainties with measurement results.
Accuracy and reliability of measurements depend on several factors. These factors can be: testing methods, equipment calibration and settings, ambient conditions, and of course human factors.
The Civil Aviation Technical Center (STAC) has analysed each of these and has set up criteria and procedures in a global effort to improve reliability of friction results using self-wetting continuous friction measuring equipment.
Variability of friction measurements
Several factors can cause friction results to vary: speed, slip ratio, water film thickness, test tyre state and inflation pressure. In order to compare them from one airport to another, a standardised method has to be strictly applied. ICAO has a standardised test method: two speeds (65 and 95 km/h), a one millimetre water film thickness, a fixed slip ratio, a smooth and standardised test tyre and a recommended tyre inflation pressure. Nevertheless, ICAO does not give tolerances on these parameters (65 km/h ±?), neither on the order of magnitude of the error caused by small variations on these parameters, nor on the related uncertainty on the friction results.
Uncertainties are important to compare friction results from one test to another. Indeed, the wear of the test tyre can cause significant differences in the friction results, making comparison nearly impossible. Qualification of tyre wear and setting of the wetting system are parameters that are not dealt with in current standardisation documents.
Experimental study
STAC has experimentally studied the effects of seven parameters on the friction results: tyre inflation pressure, tyre wear, water film thick – ness, nozzle height from the ground, speed, slip ratio and trailer-vehicle coupling levelling.
These parameters have been set close to their nominal values, as presented in Table 1 (page 32). Tests have been performed for each of these values on eight surfaces. Those surfaces have different surface characteristics, with high and low macro- and micro-texture to cover a wide range of friction coefficients (see Figure 1).
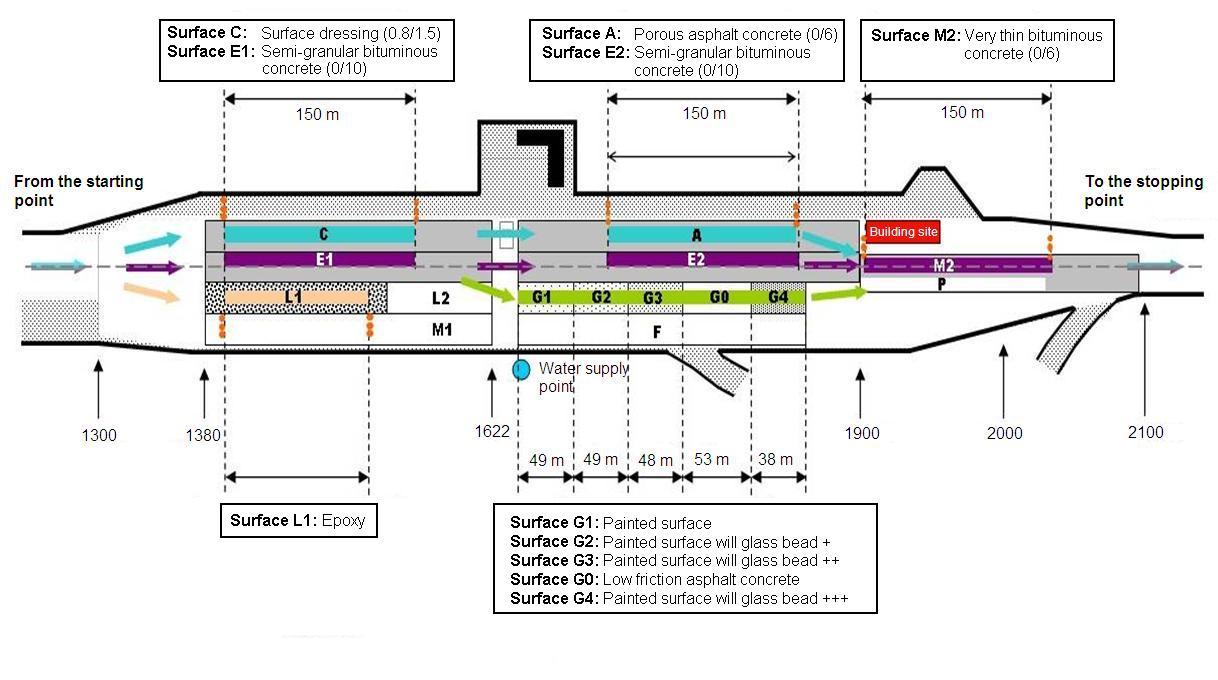
Figure 1: Disposition of test surfaces
Results showed that tyre state is of primary importance to ensure the quality of the friction measurements. Indeed, Figure 2 (page 32) shows that the results were significantly different when the tests were performed using a new and run tyre and a used tyre. The difference reaches a mean value of 0.1 friction unit. The tyre inflation pressure has also a significant effect, as shown in Figure 3 (page 32). The friction results reach a maximal value at the nominal pressure but are significantly lower when the tyre is inflated at a greater or lower pressure. A highly inflated tyre will have a greater ability to evacuate the water film but a lower surface contact, while a low inflated tyre will have a greater surface contact but a lower ability to evacuate water. Finally, nozzle height appeared to have a significant effect on the friction results (Figure 4, page 33).
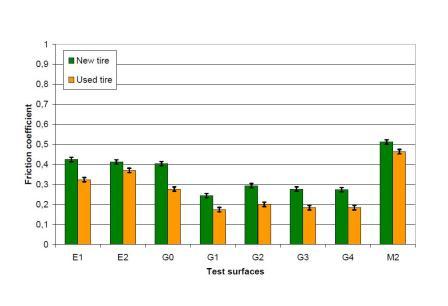
Figure 2: New tyre versus used tyre experimental results
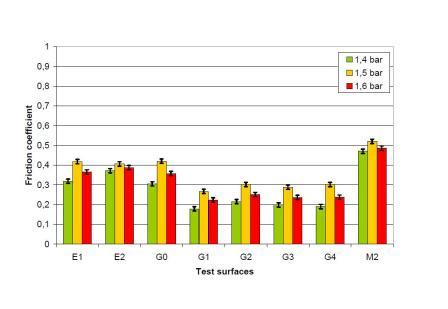
Figure 3: Tyre pressure experimental results
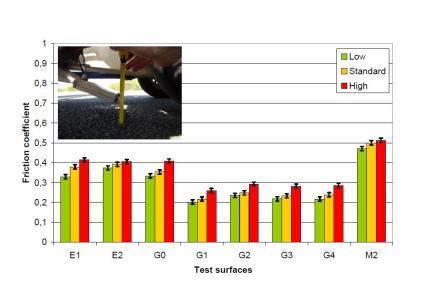
Figure 4: Nozzle height experimental results
Nozzle height will have a direct effect on the point where water will touch the ground. If this point is close to the test tyre, it can be expected that the tyre will have a greater water film thickness to evacuate, resulting in lower friction results. On the contrary, if this point is far from the test tyre, water may have run off the runway and the water film to evacuate will be significantly thinner. Figure 5 (page 34) shows how the water film flows out of the nozzle and hits the ground. Water film thickness and speed have a linear effect on the friction results, but it does not seem to be significant compared to the previous parameters. The high and low values from the experimental study are therefore acceptable tolerances for these parameters.

Figure 5: Visualisation of the water film
Development of controls and tolerances for friction device settings and testing
The experimental study highlighted the significance of a test tyre and self-wetting system on the friction results. STAC has therefore decided to closely check the settings of its friction measuring device.
Test tyres are stored in a cool and dry place protected from the sunlight at a constant temperature of 18°C2, far from any motor or ozone sources. They are visually controlled for any defect, deformation or dirt before being used for testing. Tyre pressure, hardness, tyre wear are also controlled. These parameters should conform to the standards2,3, except for the tyre wear, as STAC decided to be more restrictive than the standard. Every test tyre has a record sheet, recording tests performed by the tyre, measured distances, visual aspect, tyre wear and hardness.

Figure 6: Calibration platform
Following points of the device self-wetting system are checked: nozzle height from the ground, nozzle alignment with the test tyre, nozzle angle with the ground, and distance from the nozzle to the test tyre. These settings are essential to ensure repeatability and reproducibility of the friction measurements.
These efforts would be useless without a proper calibration of the device. It is performed using a calibration platform (Figure 6, page 34), being itself properly calibrated to an international standard. That way, metrological traceability of the calibration is ensured. A maximum permissible measurement error has been defined for each step of the calibration process, on both vertical and horizontal forces. The device is regularly checked, before and after every test campaign, to ensure that the device did not drift (either due to transportation or ambient conditions). The checking consists in comparing the read value to the reference value, and ensuring the accuracy error remains lower than the maximum permissible measurement error. Otherwise, the readings of the device are corrected and the device is checked again.
Once on site, runway and weather conditions are closely monitored. The runway has to be dry and clean and the air and pavement temperatures are measured and reported (they should be between 5–50°C).
During testing, parameters are monitored. The speed, in particular, must remain between ± 5 km/h, the slip ratio between ± 5 %, tyre pressure between ± 0.1 bar and water film thickness between ± 0.1 mm of the target values. The respect of these criteria validates the tests and ensures the quality of the results.
Human factors and skills management
Friction results may be influenced by each process task executed by the operators, including, for example, metrological confirmations of measuring instruments or onsite measurements. Indeed, calibration operations and operator performances have been found to have a significant effect on the friction results. The main risk is to degrade the measured friction value. To master the measurement process, the following methodology has been adopted:
- Friction testing process have been split up into several tasks, and critical tasks have been identified
- Required skills have been defined for each task
- Criteria have been developed for qualification, renewal or suspension of qualification
- For each task, potential sources of noncompliance have been identified.
Figure 7 (page 34) presents the tasks of friction testing along with tasks identified as critical. For each task potential sources of non-compliance have been identified.
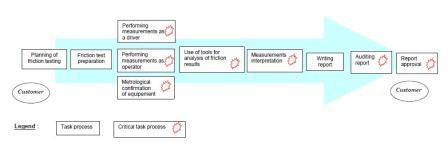
Figure 7: Critical tasks of friction testing process
Special attention is paid to the critical tasks, which also include the preparation of test reports. For report writing, human error can occur especially in the context of friction data analysis.
For each critical task, some relevant criteria have been identified in order to assess the knowledge and skills of operators and, when appropriate, to put forward a training plan. The training plan includes theoretical and practical job training by qualified operators.
The laboratory skills management system of reference authorises an agent to perform critical tasks for two years. Skills are checked annually based on operator results. If the results obtained by the operator comply with the criteria for continuing competence, their authorisation is renewed.
To ensure the operational, organisational and decisional tasks are carried out competently, key roles have been established:
- Technical Controller – responsible for conducting friction tests
- Technical Assistant – attends the Technical Controller
- Technical Manager – responsible for the practical organisation
- Technical Expert – responsible of skills and organisation management
- Correspondent Metrological – ensures measuring instruments are available, wellfunctioning and calibrated
- Regulatory Expert – ensures the laboratory applies up-to-date international standards or recommended practices
- Lab Director – authorises the issuance of the test reports by the laboratory.
Continuously improving practices also require monitoring international scientific and technical developments on the subject, especially to take advantage of other laboratory practices. STAC has benefited from a rich feedback of about 20 years in particular with international professionals in the field. STAC participation in many international comparison campaigns has helped to identify bad practices degrading the friction results. Rigorous procedures have been established from this experience. They help to control the risk of human errors during the process of measuring friction. Moreover, the STAC quality system is a good tool aiming to improve service quality. Thus, when human error does occur, causes of failure are analysed and corrective actions are implemented.
These technical procedures provide documents in order to record operations involving operators on critical tasks. These documents, validated by the technical manager, ensure transactions have been properly carried out. Otherwise, the test process is stopped and the operator must perform the failed process task.
Conclusions
An accurate measurement of friction characteristics requires a strict setting and control of the device parameters. The described work has proved to greatly improve the reliability of friction measurements. Indeed, the repeatability of the measurement results, as demonstrated by tests, is reduced to 0.01 of friction unit and the reproducibility to 0.06.
In December 2012, the STAC received laboratory accreditation which acknowledges that the program is in compliance with International Standards Organization (ISO) Standard 17025 for General Requirements for the Competence of Testing and Calibration Laboratories4. This quality level should now be spread among national stakeholders to help laboratories improve their practices, by training and regular organisation of laboratory inter-comparison trials.
This approach also comes at a time when Europe is seeking to harmonise the practices of its member states, particularly in the field of certification of aerodromes, and will promote recognition of the French practice proficiency in testing for certification of self-wetting continuous measurement of friction with the European Aviation Safety Agency and international working groups attached to the ICAO.
References
- International Civil Aviation Organization, Airport Service Manuals, Part 2, Pavement Surface Conditions, Fourth Edition — 2002
- PIARC Technical Committee 1 Surfaces characteristics (2004), Specification for a standard test tyre for friction coefficient measurement of a pavement surface: smooth test tyre
- Arrêté du 10 juillet 2006 relatif relative aux caractéristiques physiques des aérodromes civils utilisés par les aéronefs à voilure fixe, annexe technique n°1
- ISO/IEC 17025:2005, General requirements for the competence of testing and calibration laboratories
Biographies
Jonathan Gerthoffert has been Head of the Runway Friction Research Program at the French Civil Aviation Technical Center since 2009. He has previously been involved in national standardisation groups and has also been a member of the ICAO Friction Task Force since 2011.
Belkacem Laïmouche is Head of the Expertise of Airfield Pavements subdivision at the Civil Aviation Technical Center. The goal of the subdivision is to periodically assess, using auscultation equipment, the state of military and civil airfield pavements, including control of their level friction.





 Chief Executive Officer
Chief Executive Officer CEO
CEO Chief Operating Officer
Chief Operating Officer Head of Operations, Safety and Emergency
Head of Operations, Safety and Emergency Chief Strategy Development Officer
Chief Strategy Development Officer Head of Operations
Head of Operations Airport General Manager
Airport General Manager CEO
CEO Chief Executive Officer
Chief Executive Officer